调心滚子轴承套圈断裂原因分析
编辑人:RWD轴承 | 发布时间:2020-08-29 09:20:52 | 阅读量: 次
在使用调心滚子轴承时,不知觉中可能会遇到轴承套圈断裂的情况,使得设备不能正常运转,这时我们不能盲目的去采取解决措施,而是认真分析造成调心滚子轴承套圈断裂的原因,以避免再次使用时出现同样的现象。为为大家收集整理了一些关于常见调心滚子轴承套圈断裂的原因分析如下:
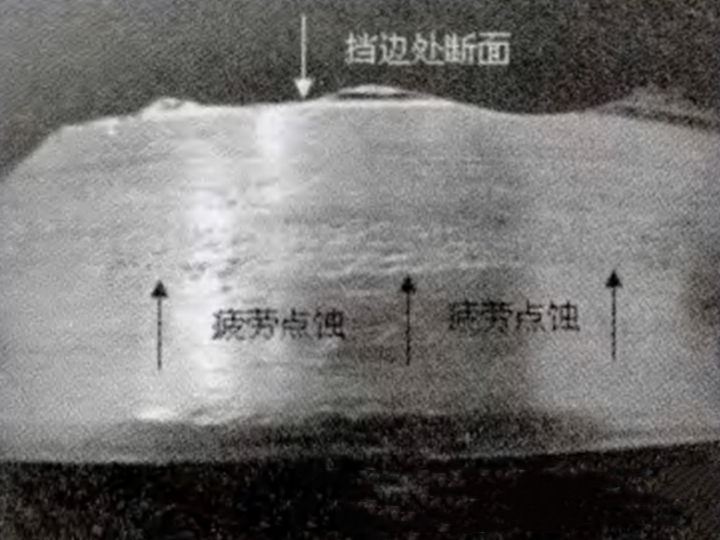
调心滚子轴承套圈过载断裂和疲劳断裂的可能性同时存在,特别是服役条件差的调心滚子轴承(如22328等)。对套圈断裂现象的研究,不仅要从材料和生产过程中产生的缺陷这些角度去考虑,还要对调心滚子轴承零件的结构尺寸、加工测量手段、加工工艺、调心滚子轴承服役条件等因素进行研究分析。
一、原材料
原材料夹杂、疏松、脆性元素偏析或碳化物液析、网状、带状、不幸免匀偏聚等缺陷在加工中不被消或改进时,都会造成应力集中,削弱套圈基本强度,成为裂纹源。防备措施是坚持主渠道供货,尽量采购质量稳定可靠的钢材,加强对购进钢材的入库检查,从源头把好关。
二、加工工艺
加强工艺研究,改进加工工艺,提高加工质量,减少加工中产生缺陷的可能性。如在热处理上,对较大品种内外圈,尽量用中下限淬火加热温度,适应延长保温时间,来提高合金化浓度,增加马氏体的断裂强度,并在保证质量的前提下选用较高的回火温度以增强工件的冲击韧性。
1、锻造
锻造过程中若产生过烧、过热、内裂成网状碳化物等都会降低套圈的韧性和强度。所以须始终严格控制加工温度、循环加热和锻烧散热条件(如喷雾冷却)等,特别是地较大品种套圈终锻后,温度在700℃以上的,不得堆积摆放。
2、淬火冷却条件
为解决中大型调心滚子轴承套圈断裂等缺陷,应测定淬火油的成分和性能,不合要求的要预以更换,以快速淬火油替代,以增强淬为介质淬透能力,改进淬火冷却条件。
严格回火工艺。针对断裂现象发生较多的品种,在其套圈粗磨后进行二次回火,这样既可进一步稳定套圈的组织和尺寸,又可减轻磨削应力,改进磨削变质层性能。近期已对22328/02及22236/02两个品种实行二次回火工艺,有待售后跟踪反馈验证。
3、磨削工序的监控
成品调心滚子轴承套圈不允许有磨削灼伤和磨削裂纹存在,特别是内圈改锥度的配合面上不得有灼伤。套圈若酸洗后应进行全检,剔出灼伤产品,严重灼伤的不能返修或返修不合格的应予报废,不允许有磨削灼伤的套圈进入装配工序。
4、轴承结构和服役条件
不同的结构适合不同的服役条件,调心滚子轴承零件结构不同其加工工艺就不尽相同,也就影响到其质量。因此我们也开发新结构产品,以适应不同的服役条件,并可在调心滚子轴承使用说明上注明其适合的服役条件或性能,以方便客户的选择。
下一条:汽车轴承的使用和运转检查注意事项